|
電動機(jī)轉(zhuǎn)子感應(yīng)加熱與軸熱套
電動機(jī)無軸轉(zhuǎn)子是用硅鋼片疊成�,用鋁液澆注為一整體,經(jīng)過加熱到一定的溫度后熱套在已加工好的軸上����,待冷卻后無軸轉(zhuǎn)子與軸固定在一起,成為鼠籠型轉(zhuǎn)子���。
以前無軸轉(zhuǎn)子的加熱���,多數(shù)制造廠是采用火焰爐或電阻爐加熱,為了提高加熱質(zhì)暈與牛產(chǎn)率�,降低耗電量與生產(chǎn)成本�,對無軸轉(zhuǎn)子采用感應(yīng)加熱進(jìn)行了研制,取得了較好的效果�,現(xiàn)已用于生產(chǎn)。
根據(jù)無軸轉(zhuǎn)子的直徑選擇電流的頻率��,對于一般電動機(jī)的無軸轉(zhuǎn)子����,其直徑較大采用工頻感應(yīng)加熱;對于小型的電動機(jī)無軸轉(zhuǎn)子采用中頻感應(yīng)加熱。如圖12-24所示為無軸轉(zhuǎn)子工頻感府加執(zhí)的嘯套訝各 向壇T順感廟加熱爐���、由�,源柜�����、電氣柜���。
1.無軸轉(zhuǎn)子熱套軸的工藝參數(shù)
無軸轉(zhuǎn)子熱套軸的工藝主要是根據(jù)軸與無軸轉(zhuǎn)子內(nèi)孔之間的較大過盈量來決定無軸轉(zhuǎn)子的加熱溫度�,其低加熱溫度t(℃)為了便于將無軸轉(zhuǎn)子熱套在軸上����,以及考慮到在熱套過程中溫度的降低,實(shí)際上無軸轉(zhuǎn)子的加熱溫度應(yīng)比低加熱溫度1高幾十度����,視具體情況而定。
2.感應(yīng)加熱電流頻率的選擇
工件感應(yīng)加熱效率的高低�,基本上決定于電流頻率的正確選擇。電流的穿透深度
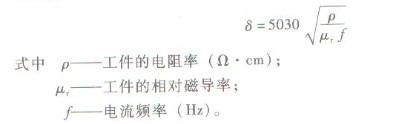
由上式可知��,當(dāng)工件的電阻率p與相對磁導(dǎo)率Ur定時���,隨著電流頻率f 的增高����,電流在工件上的穿透深度就越來越小。一般認(rèn)為感應(yīng)電流只在電流穿透層中流動����,其熱量也只在這一電流穿透層中產(chǎn)生。無軸轉(zhuǎn)子熱套軸�,要求無軸轉(zhuǎn)子的內(nèi)孔受熱膨脹,而無軸轉(zhuǎn)子內(nèi)在電流穿透深度以下的金屬僅能從已被加熱層按導(dǎo)熱的方式加熱�。當(dāng)電流頻率越高,這樣的傳熱所需要的時間越長���,這就增加了被加熱的無軸轉(zhuǎn)子散入四周介質(zhì)的熱量��,降低了感應(yīng)加熱的熱效率���。為了提高感應(yīng)加熱的熱效率,必須縮短加熱時間�����,其方法就是降低電流頻率��,增加在工件上的電流穿透深度���。
由于無軸轉(zhuǎn)子的硅鋼片具有很好的導(dǎo)磁性�,其相對磁導(dǎo)率Ur較高����,其電流穿透深度較小,當(dāng)用1000Hz電流加熱無軸轉(zhuǎn)子時����,其外表面與內(nèi)孔的溫差為100 - 15℃ , 即內(nèi)孔為250℃時���,其外表面溫度為350 -400℃ ���。工頻電流感應(yīng)加熱,其內(nèi)外表面溫差為20 - 50℃���,若要求內(nèi)孔溫度為250℃ ����,外表面溫度為270 -300℃ �����。 為了達(dá)到同一加熱熱套溫度,就勿需過高的加熱溫度����,有利于節(jié)省電能。
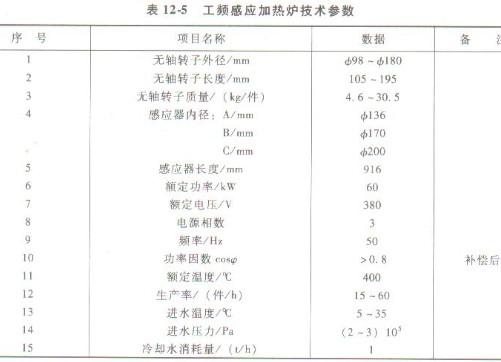
3.工頻感應(yīng)加熱爐的技術(shù)參數(shù)
無軸轉(zhuǎn)子加熱用的工頻感應(yīng)加熱爐技術(shù)參數(shù)見表12-5���。
4.工頻感應(yīng)加熱爐
無軸轉(zhuǎn)子加熱用的工頻感應(yīng)加熱爐全套設(shè)備由加熱爐��、電源柜�、電器柜與水冷系統(tǒng)等部分組成����。
加熱爐:根據(jù)所要求加熱的無軸轉(zhuǎn)子外徑巾98 -巾180mm,采用三臺工頻感應(yīng)加熱爐�,其結(jié)構(gòu)型式相同(見圖12-25),但不同時使用���。在表12-5中���,加熱爐A 感應(yīng)器內(nèi)徑小136mm ,用于加熱外徑仂98 - 巾1 16mm�����、長105 - 135mm 的無軸轉(zhuǎn)子���;加熱爐B 感應(yīng)器內(nèi)徑妣70mm���,用于加熱外徑巾136 - d/>150mm、長110 - 195mm 的無軸轉(zhuǎn)子����;加熱爐C 感應(yīng)器內(nèi)徑Q200mm,用于加熱外徑仂162 -仂180mm �、長1 10 - 195mm 的無軸轉(zhuǎn)子。
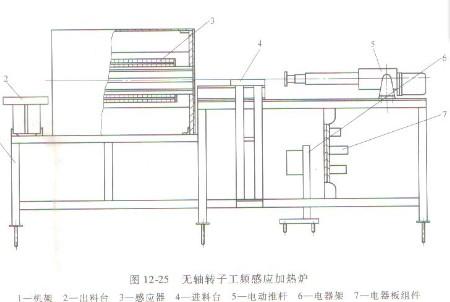
圖12-25為無軸轉(zhuǎn)子加熱用的工頻感應(yīng)加熱爐結(jié)構(gòu)圖���。無軸轉(zhuǎn)子裝于進(jìn)料臺后�����,電動推桿按生產(chǎn)節(jié)拍推料�����,通過感應(yīng)器后即達(dá)到所要求的加熱溫度��,在出料臺將軸裝入無軸轉(zhuǎn)子���,完成轉(zhuǎn)子的熱裝任務(wù)���。進(jìn)料節(jié)拍時間由時間繼電器與行程開關(guān)進(jìn)行控制。 感應(yīng)器是加熱爐的關(guān)鍵設(shè)備�����,該感應(yīng)器為單相,線圈用純銅管繞制,工作時通水冷卻��。在線圈的圓周上均勻布置有用硅鋼片疊成的導(dǎo)磁體。線圈內(nèi)襯有隔熱層與用不銹鋼制成的開了槽的耐熱套,在耐熱套里裝有導(dǎo)軌,工作時無軸芏導(dǎo)軌上從感應(yīng)器的一端推向另一端而被加熱�。
電源柜:裝有空氣開關(guān)����、熔斷器、指示燈等元器件及電壓��、電流�����、功率、功率因數(shù)等儀表以及控制���、監(jiān)測電氣系統(tǒng)。
電氣柜:裝有基本補(bǔ)償和可調(diào)補(bǔ)償電容器�、平衡電抗器、平衡電容器�、控制開關(guān)、指示燈等元器件�����,保證三相供電線路的平衡����。
水冷系統(tǒng):包括進(jìn)、出水分配器����,與感應(yīng)器連接的絕緣軟管以及壓力表等,保證良好的供水冷卻����、監(jiān)測和絕緣。
5.無軸轉(zhuǎn)子工頻感應(yīng)加熱的優(yōu)點(diǎn)
無軸轉(zhuǎn)子用箱式電阻爐、火焰爐加熱�����,其加熱速度慢�����,加熱時間長��,熱損失大����,消耗的能量多。箱式電阻爐的熱效率約為55鉑���,工頻感應(yīng)加熱的總效率可達(dá)70%以上�����。無軸轉(zhuǎn)子在箱式電阻爐��、火焰爐中是成堆加熱��,爐內(nèi)溫度不均以及出爐的先后���,使得無軸轉(zhuǎn)子與軸熱套時溫度難于控制��,保證不了熱套質(zhì)量���。用工頻感應(yīng)加熱只要進(jìn)料速度、電參數(shù)不變���,加熱溫度具有很好的穩(wěn)定性。工頻感應(yīng)加熱無變頻裝置�,設(shè)備簡單,操作與維護(hù)方便�����、可靠��,同時顯著地改善了勞動條件和生產(chǎn)環(huán)境��。
6.小型電動機(jī)無軸轉(zhuǎn)子中頻感應(yīng)加熱
小型電動機(jī)無軸轉(zhuǎn)子的外徑為小6Omm��,內(nèi)徑巾19mm��,過盈量為0.01 -0. 05mm����, 長度為69 - 89mm���,質(zhì)量0. 7 - 0. 85kg。要求加熱節(jié)拍時間為22s���,加熱溫度350℃��,而且轉(zhuǎn)子的外表面不允許有摩擦損傷�。依據(jù)這些要求����,確定采用單件、立式����、周期式加熱的方式,即每22s時間加熱一個無軸轉(zhuǎn)子到350℃����,以保證轉(zhuǎn)子的外表面沒有摩擦損傷。感應(yīng)線圈為螺旋形����,內(nèi)徑巾95mm ��,長度130mm �,用10mm x 10mm X 2mm 的方形純銅管繞制��,線圈內(nèi)襯鋼化玻璃管�����。中頻電源為50kW���、1000Hz�����,通過中頻降壓變壓器與感應(yīng)線圈連接。實(shí)際測試的結(jié)果是功率22kW����、電流頻率1388Hz,加熱時間22s�����,無軸轉(zhuǎn)子達(dá)到350℃�。
|