|
機(jī)床是機(jī)電制造業(yè)的心臟�,也是工業(yè)����、農(nóng)業(yè)、國防及民生領(lǐng)域各類設(shè)備����、器具、機(jī)械和儀器儀表及工模具等制造加工的工作母機(jī)。機(jī)床零件主要包:導(dǎo)具��、機(jī)械和儀鸛儀表及工模具等制造加工的工作母機(jī)6�����,機(jī)冰零件芏墅包擂r(nóng)罐等)�����、離合器零件�、彈簧卡頭(夾料卡頭����、送料卡頭、磨閥瓣專用卡頭���、小型專用卡頭等)和機(jī)床附件(分度頭宅軸�、分度頭蝸桿���、卡盤爪����、卡盤絲、轉(zhuǎn)臺(tái)零件等)等���。機(jī)床零件失效的主要形式包括:斷裂����、變形����、腐蝕、磨損���、擦傷����、咬死等��。機(jī)床零件失效的主要形式包括:斷裂����、變形、腐蝕�、磨損、擦傷�����、咬死等。熱處理缺陷主要有:裂紋����、變形�、腐蝕、力學(xué)性能不合格(硬度 強(qiáng)度�、剛度、韌性等)和組織不合格(氧化��、脫碳�����、軟點(diǎn)或軟帶�����、滲氮層脆性���、疏松���、晶粒粗大�����、碳化物網(wǎng)等)等��。
機(jī)床活塞超音頻感應(yīng)加熱淬火裂紋分析及對策
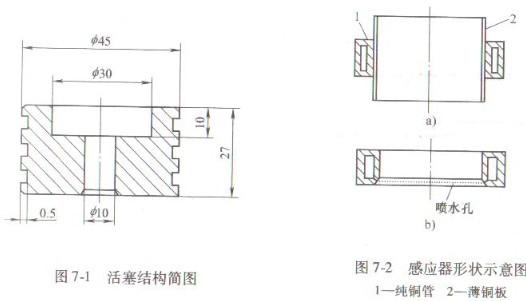
超音頻加熱工作頻率為30 -40kHz���,加熱透人深度約為2.5 -2.89mm. 介于高頻和中頻加熱之間。M10808無心磨床活塞結(jié)構(gòu)簡圖如圖7-1所示����。感應(yīng)器示意圖如圖7 -2所示?�;钊牧蠟?5鋼��,工件要求對45mm柱面淬火��。生產(chǎn)中發(fā)現(xiàn)�����,工件用圖7-2a 感應(yīng)器加熱淬火后����,常出現(xiàn)尖角處崩裂失效�����,回火后發(fā)現(xiàn)在30mm臺(tái)階根處開裂���,造成工件報(bào)廢。
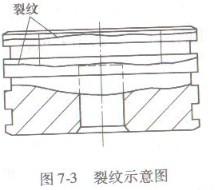
分析認(rèn)為����,零件尖角處加熱溫度高��,易出現(xiàn)過熱����,而且尖角處熱應(yīng)力和組織應(yīng)力大,開裂危險(xiǎn)性大���;另一方面�����,工件的比功率越大�����,加熱速度越快���,工件加熱時(shí)間越短����。工件加熱時(shí)����,_上下溫差大,上部尖角處溫度高��,工件水淬前預(yù)冷使活塞下部溫度較低�,因而淬火硬度不足,造成工件硬度不均�;如預(yù)冷時(shí)間短工件上半部易開裂;工件裂紋示意圖如圖7-3所示����。另一方面,工件加熱高度約為感應(yīng)器的3倍���,加熱工件至淬火溫度則要加長加熱時(shí)間�����,引起工件尖角處過熱��,并且使加槐層深度增加很多.俥工件熱廟力和組織府力加大.導(dǎo)致工件淬裂�。斷口分析表明,活塞裂紋呈橫向弧狀(見圖7-3)��,斷口形貌為灰白色��,明顯粒狀結(jié)構(gòu)�,有金屬光澤。裂紋多發(fā)生于尖角和dp30mm孔根部���。這是工件過熱����,使工件在該處淬火中組織應(yīng)力和熱應(yīng)力疊加產(chǎn)生應(yīng)力集中�,從而使工件開裂�����。
防止工件過熱和加熱時(shí)間過長�,在設(shè)備功率等因素不變的條件下,可采取減少感應(yīng)器高度��,以相對提高加熱工件的比功率(見圖7-2b);采用連續(xù)加熱和噴水冷卻方式�����。一方面加熱速度提高���,一方面冷卻條件改善���,從而避了工件加熱時(shí)間長和局部過熱弊端,取得明顯效果��。采用改進(jìn)工藝后���,活塞廢品率大大降低(僅約1%)���,滿足了技術(shù)要求和生產(chǎn)需要。
|