|
高速鋼半圓鍵槽銑刀用于加工GB/T 1098一2003《半圓鍵 鍵槽的剖面尺寸》中規(guī)定的軸上半圓鍵槽����,鍵寬1 - 10mm�����。這類銑刀由于直徑比較小�,故都做成直柄的而且以焊柄居多。對于不同直徑的銑刀���,規(guī)定了Ⅰ���、Ⅱ、Ⅲ型三種結構形式���,這里只介紹整缽高速鋼第Ⅱ型半圓鍵槽銑刀熱處理工藝�����。銑刀結構如圖2-14 所示���。半圓鍵銑刀熱處理技術要求有硬度及金相兩項�。硬度要求:銑刀工作部分:外徑≤7mm����,63 -65HRC; 外徑>7mm, 64 -66.5HRC;銑刀柄部硬度:30 - 50HRC���。金相要求:淬火奧氏體晶粒度10. 5 - 10 級�,回火程度≤2 級�,過熱程度≤1級。
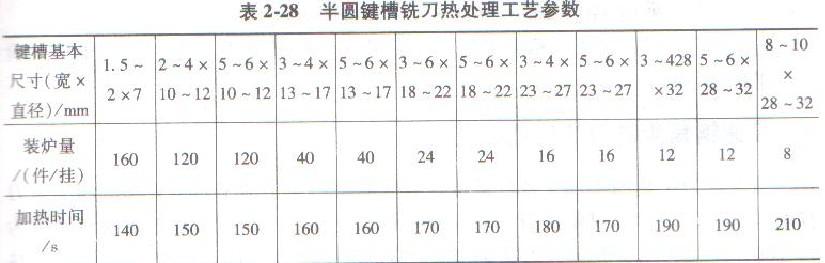
1)預熱�����。選用合適的淬火夾具���,按規(guī)定裝夾���,裝爐量見表2-28。首先于450 -500℃的井式爐中烘干���,然后在850 -870℃的中溫鹽浴中預熱���,預熱時間為加熱時間的兩倍��。為確保柄部硬度��,預熱時柄部全浸入?。ㄈ绺哳l感應淬柄���,預熱時應將柄部提出液面)���。
2)加熱。高溫加熱時將柄部提出液面�����,W18C釁V�����、M2�、9341鋼的加熱溫度別為1250 -1270℃ 、1215 - 1220℃ �、1220℃ - 1230℃ �,加熱時間見表2-28���。
3) 冷卻����。用580 -620℃中性鹽浴冷卻����,冷卻時間同高溫加熱時間�。
4) 回火。用540 -560℃x lh x3 次常規(guī)回火���。
5)檢驗�。重點檢查硬度�����、金相��,表面質量如裂紋����、碰傷���、崩齒、腐蝕等也應檢查����。爐前淬火金相控制在10 - 10.5級,外徑d≤10rum 以下的以10- 5 級為好����。
鄭州高氏電磁感應加熱設備廠家,是專業(yè)研發(fā)各種高頻感應加熱機����、中型感應加熱設備,在熱處理方面有專業(yè)的技術�,能為您在工件的透熱鍛造淬火方面提供幫助電話:0371-53732143。
|