|
鉗工鏨子又稱(chēng)扁鏟,在機(jī)械行業(yè)應(yīng)用較為廣泛��,消耗量很大�。一般用碳素工具制作,要求刃部韌度為53-58HRC,尾部硬度為32-40HRC��,既要求硬度又要足夠的韌性�,以便于承受沖擊載荷作用����。一般熱處理方法有兩種:一種鹽是淬火后自回火���;另一種是水淬油冷�,250 -300°C回火��。
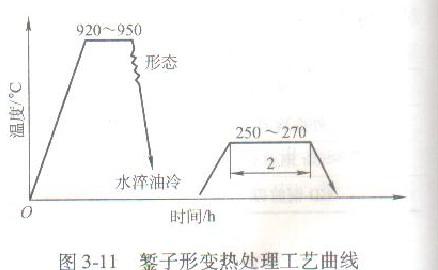
選用55S12Mn 鋼制造鏨子的熱處理工藝為860 - 880℃正火�����,850 - 870℃加熱后水淬油冷�����,250 -270℃x2 -2.5h 回火�����,硬度雖符合要求�����,但使用壽命和原碳素工具鋼差不多����,常因崩刃而失效。為了提高鏨子的使用壽命�����,采用高溫形變熱處理可取得顯著成效�,其整個(gè)工藝過(guò)程為:鏨子在2 500N(250kg)空氣錘和專(zhuān)門(mén)的模板上鍛造成形,形變的溫度為920 -950℃�,形變量75%左右,終鍛溫度>850°C ���,在變形后30s 內(nèi)迅速水淬油冷�,250 -27°C x2h 回火����,砂輪磨削開(kāi)刃。其形變熱處理工藝曲線如圖3-11所示�。經(jīng)上述形變熱處理后鏨子韌性很好,硬度也高����,使用中無(wú)崩刃現(xiàn)象,壽命大大提高����。鍛熱形變處理�����,簡(jiǎn)單易行���,且節(jié)能環(huán)保,值得推廣����。
|