|
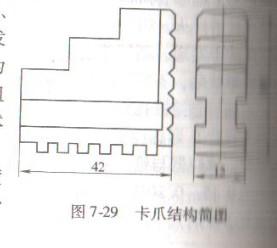
卡盤卡爪是機(jī)床的重要零件����,卡爪材料選用45鋼制漣�����,其結(jié)構(gòu)簡圖如圖7-29����,所示���。工件加工工序?yàn)椋哄懺煲徽鹨粰C(jī)加工一整體淬火�����、回火一高頻感應(yīng)加熱淬火����、回火一精加工��。工件整體淬火�����、回火后要求硬度為53 - 58HRC。生產(chǎn)中發(fā)現(xiàn)一批卡爪淬��、回火后硬度偏低��,硬度為48 -54HRC�����, 檢查發(fā)現(xiàn)工件存在嚴(yán)重帶狀組織缺陷��,造成工件硬度不均��,不能滿足技術(shù)要求�,致使產(chǎn)品成批返修處理。分析認(rèn)為���,卡爪硬度偏低系因淬火溫度偏低造成的����。由于工件形狀復(fù)雜�,出于減少卡爪變形開裂考慮,采用低限淬火溫度。工藝為:790℃x5min鹽浴加熱��,淬入鹽水中冷卻�����,回火為180gC x90mino 檢驗(yàn)發(fā)現(xiàn)����,工件表面組織為馬氏體+少量帶狀分布鐵素體+少量托氏體;心部組織為托氏體呈帶狀分布+馬氏體+鐵素體���。對卡爪毛坯件檢驗(yàn)發(fā)現(xiàn),部分卡爪帶狀組織嚴(yán)重��,硬度不足��。由此看出�����,工件原始組織中存在嚴(yán)重帶狀組織���,使組織成分不均勻�����,在較低淬火溫度下難以使工件組織完全奧氏體化�����,從而使淬火后組織中含有未溶帶狀鐵素體���,因而導(dǎo)致硬度偏低和硬度分布不均勻缺陷��。
 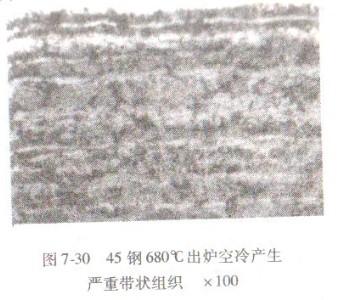
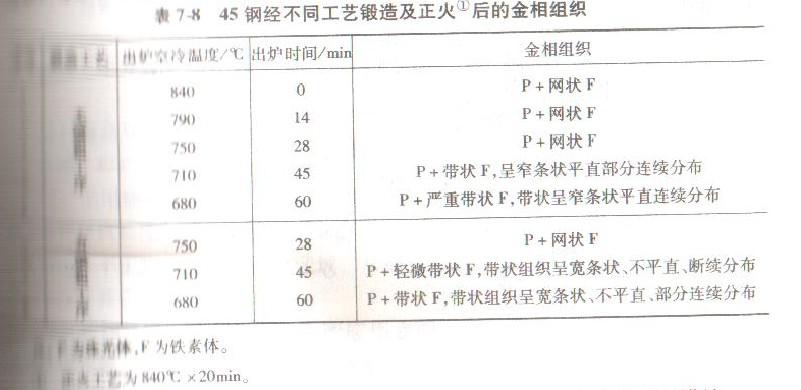
為驗(yàn)證上述分析��,對卡爪鍛造正火與帶狀組織關(guān)系進(jìn)行了試驗(yàn)����。45鋼經(jīng)不同工藝鍛造及正火后的金相組織見表7-8.試驗(yàn)發(fā)現(xiàn)�����,帶狀組織產(chǎn)生及嚴(yán)重程度和鍛造工藝及正火直接相關(guān)����。卡爪鍛造正火710℃出爐空冷發(fā)現(xiàn)輕微帶狀組織���,680℃出爐空冷后產(chǎn)生嚴(yán)重帶狀組織�,如圖7-30所示。這是由于工件連續(xù)冷卻過程中在Ar3 -Ar1:區(qū)間停留時(shí)間過長���,導(dǎo)致鐵素體充分析出����,并使碳充分?jǐn)U散造成的���。
為防止卡爪硬度不足和硬度不均�,避免產(chǎn)生帶狀組織��,應(yīng)采取以下措施:
1)采用合理的鍛造工藝����,使卡爪成分均勻化����。
2) 卡爪鍛件出爐后迅速分開空冷,注意工件在Ar3 -Ar1:溫度區(qū)間停留時(shí)間不可過長�。如果坯件中有輕微帶狀組織,E可采用工件在整體淬火中適當(dāng)提高淬火溫度與保溫時(shí)間��,促使工件組織完全奧氏體化,消除帶狀組織����。
3)如因工件正火工藝不當(dāng)產(chǎn)生嚴(yán)重帶狀組織缺陷時(shí),應(yīng)采用重新正火處理��,使工件加熱重新完全奧氏體化再空冷正火�����,消除帶狀組織�。
|